
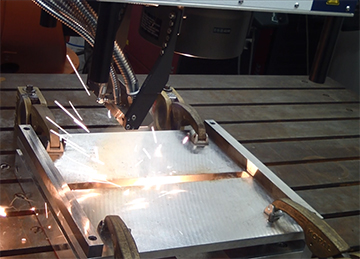
A process developed by a German academic–industry partnership, LaserLeichter, reportedly offers an improved, high-speed laser-driven welding technique for lightweight bimetallic auto components. [Image: LZH]
As the auto business strives toward lightweight components in the quest for greater fuel and energy efficiency, it will increasingly favor composite components that require bimetallic welded joints—particularly between steel and aluminum. But there’s a hitch: such shotgun weddings between different metals commonly produce intermetallic phases across the welding seam that are brittle and prone to failure.
To help tackle that problem, the LaserLeichter project, a German partnership including Laser Zentrum Hannover (LZH) and a variety of research and industrial partners, has announced the development of a process that uses lasers for the “quick and safe joining” of 3-D structures including steel–aluminum joints. According to the partnership, the process can achieve welds that approach the tensile strength of aluminum alloy, with a high throughput compatible with industrial production.
Lightweight construction, photonically driven
LaserLeichter (literally “Laser Lighter”) was unveiled several years ago as one of nine projects funded by the German Federal Ministry of Education and Research (BMBF) in an initiative, Verband Photonischer Leichtbau, aimed at developing “photonic processes and tools for resource-efficient lightweight construction.” The initiative’s eight other projects focus on leveraging photonic technology, especially lasers, in the production of lightweight plastic components, carbon-fiber-reinforced plastics, and a variety of other component types.
LaserLeichter has focused specifically on the problems of joining aluminum and steel, where the deployment of lasers in the weld process can escape some of the pitfalls of conventional welding that lead to joint-weakening intermetallic phases. That’s because the comparative precision of the laser targeting and the relatively low heat introduced into workpiece allows the melt and mixing at the joint to be controlled precisely, according to the LaserLeichter partners.
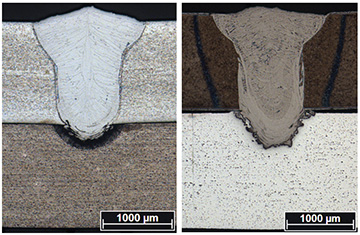
Cross-sections of welds created via the LaserLeichter process, including a weld joining austenitic chromium-nickel steel with an aluminum alloy (left), and a weld joining an ultra-high-strength steel with an aluminum alloy (right). [Image: LZH]
That leads, according to LZH, to a cleaner, stronger joint. A press release detailing the method noted that the joint can achieve a shear tensile strength of around 67 percent of aluminum alloy, or up to 95 percent in situations where three welds are arranged in parallel.
Speed is another advantage of the system, according to the research partnership: the technique can fashion mixed joints at what LZH calls “high welding speeds of up to seven meters per minute.” And one of the LaserLeichter partners, Volkswagen AG, has tested out sample welded components using the process and found that the mixed joints “have an advantageous crash behavior,” remaining connected even after stress.
Trumpf scanner
A key to the technique’s applicability to complex manufacturing environments is a 3-D scanner optic developed for the project by Trumpf. According to the LaserLeichter partnership, the scanner allows the laser to trace out “complex, three-dimensional seam geometries,” even in large-format settings such as car body manufacturing. Indeed, the team argues that the use of the scanner can even “replace complex robot movements” in such factories.
In addition to LZH, Volkswagen and Trumpf, LaserLeichter comprises thirteen other academic, research and industry direct or associated partners, including the automotive-innovation partnership InPro, Robert Bosch, Brandenburgische Technische Universität, the Fraunhofer Institute and others.